Proses pembuatan pipa tabung seamless stainless steel 1. Pengerolan panas (pipa baja mulus ekstrusi): billet bundar → pemanasan → perforasi → penggulungan silang tiga gulungan, penggulungan atau ekstrusi terus menerus → pelepasan pipa → ukuran (atau pengurangan diameter) → pendinginan → pelurusan → uji hidrolik (atau deteksi cacat ) → tandai → pergudangan
Detail: Bahan baku untuk menggulung pipa seamless adalah blanko tabung bundar, dan blanko tabung bundar dipotong menjadi blanko dengan panjang sekitar 1 m oleh mesin pemotong, dan dikirim ke tungku untuk dipanaskan melalui sabuk konveyor.Billet dimasukkan ke dalam tungku dan dipanaskan hingga suhu sekitar 1200 derajat Celcius.Bahan bakarnya adalah hidrogen atau asetilena.Kontrol suhu tungku adalah masalah utama.Setelah billet bundar dilepaskan, ia dikenakan mesin pelubang lubang tembus.Mesin perforasi yang lebih umum adalah mesin pelubang rol berbentuk kerucut.Mesin perforasi ini memiliki efisiensi produksi yang tinggi, kualitas produk yang baik, diameter perforasi yang besar dan dapat memakai berbagai jenis baja.Setelah perforasi, billet bundar digulung, digulung atau diekstrusi secara berturut-turut dengan tiga gulungan.Setelah ekstrusi, ukuran tabung harus diukur.Mesin sizing diputar dengan kecepatan tinggi dengan mata bor berbentuk kerucut ke dalam inti baja untuk membentuk pipa baja.Diameter dalam pipa baja ditentukan oleh diameter luar mata bor mesin sizing.Setelah pipa baja berukuran, masuk ke menara pendingin dan didinginkan dengan semprotan air.Setelah pipa baja didinginkan, diluruskan.Setelah pipa baja diluruskan, dikirim ke detektor cacat logam (atau uji tekanan air) oleh sabuk konveyor untuk deteksi cacat internal.Jika ada retakan di dalam pipa baja, gelembung dan masalah lainnya akan terdeteksi.Setelah pemeriksaan kualitas pipa baja, harus dipilih dengan hati-hati dengan tangan.Setelah pemeriksaan kualitas pipa baja, cat disemprot dengan nomor, spesifikasi, nomor batch produksi, dll. Diangkat ke gudang dengan derek.
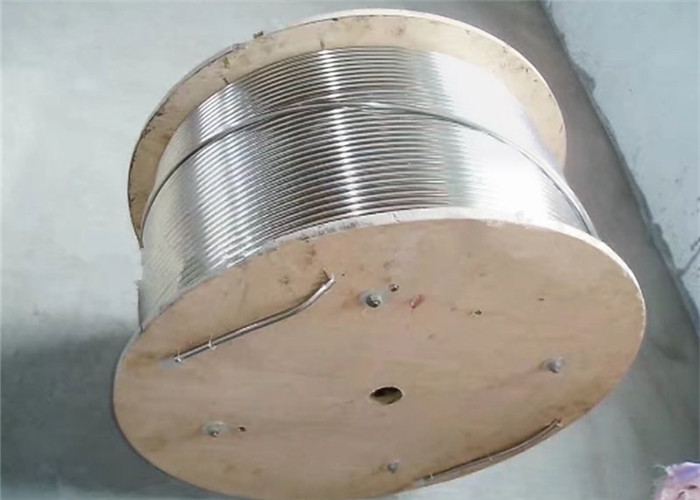
2. Pipa baja seamless yang ditarik dingin (digulung): billet tabung bundar → pemanasan → perforasi → kepala → anil → pengawetan → meminyaki (pelapisan tembaga) → multi-pass cold drawing (cold rolling) → tabung kosong → perlakuan panas → pelurusan → Hidrolik uji tekanan (inspeksi) → menandai → ke dalam gudang.
Metode penggulungan pipa baja mulus yang ditarik dingin (digulung) lebih rumit daripada pengerolan panas (pipa baja mulus ekstrusi).Tiga langkah pertama dari proses produksi mereka pada dasarnya sama.Perbedaannya dimulai dengan langkah keempat.Setelah billet bundar dilubangi, diperlukan untuk memulai dan anil.Setelah anil, asam dicuci dengan cairan asam khusus.Setelah pengawetan, oleskan minyak.Ini diikuti dengan penarikan dingin multi-pass (cold rolling) dari tabung kosong, diikuti dengan perlakuan panas khusus.Setelah perlakuan panas, itu diluruskan.